



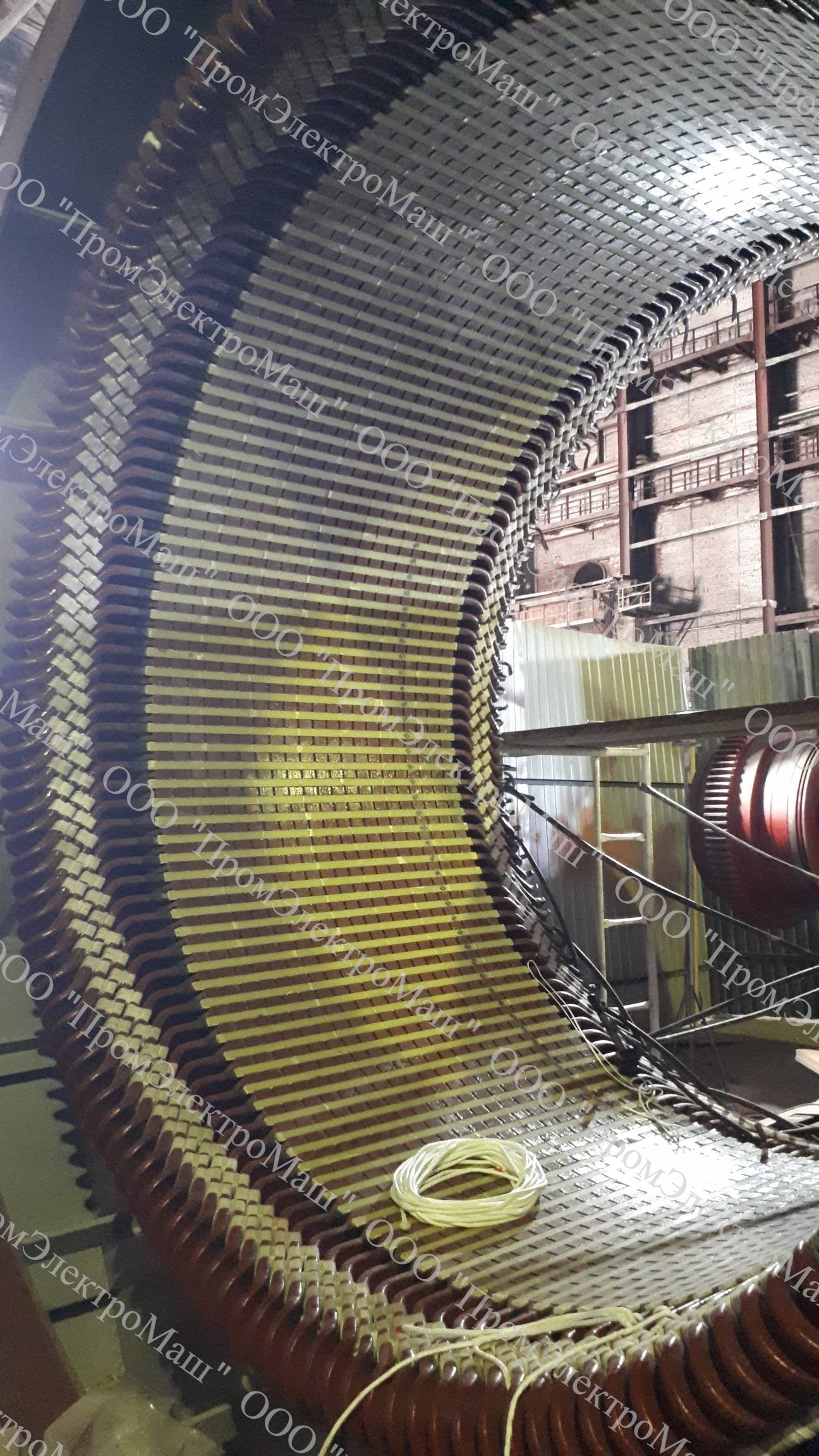
Закончили капитальный ремонт статора синхронного электродвигателя СДСЗ-19-125-16, 11500/18500 кВт, 10,5 кВ, 830/100 А, 375 об/мин.
Основной объём работ:
- Изготовление нового комплекта обмотки статора с противокоронной защитой;
- Замена обмотки на новую;
- Ремонт активной стали статора;
- Запечка статора.
Требования к результатам выполнения работ (подробно)
Основные критерии оценки качества выполненного капительного ремонта статора СДСЗ-19-125-16:
- Качество промывки активного железа, вентиляционных каналов и внутренних полостей корпуса - отсутствие загрязнений при проверке чистой ветошью.
- Качество прессовки магнитопровода — лезвие ножа, указанного на рисунке не должно входить глубже, чем на 2 мм.
- Нажимные пальцы не должны иметь подвижку при проверке ударом по каждому в любом направлении молотком весом 600 г.
- Нагрев зубцов активного железа статора при испытании сердечника на потери и нагрев при величине индукции, соответствующей номинальному режиму работы электродвигателя. Контроль температуры осуществлять только тепловизором. Повышение температуры за время испытаний не более 25°С относительно начальной и наибольшая разность нагрева между наиболее и наименее нагретыми частями магнитопровода не более 15°С (РД 34.45-51.300-97 РАО «ЕЭС России»). Отсутствие перегревов должно быть подтверждено предоставлением термограмм заказчику.
- Катушки обмотки статора лолжны быть изготовлены с использованием противокоронной защиты (полупроводящие покрытия должны быть нанесены на пазовые и лобовые части).
- Плотность укладки катушек в пазу по высоте - отсутствие подвижки и глухого звона при простукивании молотком по клину. Плотность укладки по ширине — зазор между стенкой паза и стороной катушки не более 0,5 мм. После укладки катушек в пазы зазоры должны быть заполнены установкой дополнительного полупроводящего стеклотекстолита (марки СТЭФ-ПВ, волнистый). Плотность заполнения пазов должна быть подтверждена фотоотчётами, предоставляемыми заказчику.
- Качество паек групповых соединений катушек и качество пайки обмотки к выводам проверяется тепловизором при прогрузке постоянным током не менее0,8хРном. Проверка должна проводиться до изолировки паяных соединений. Критерием качества пайки является равномерный нагрев идентичных соединений. Разница при нагреве не должна превышать 15 "С. Отсутствие перегревов должно быть подтверждено предоставлением термограмм заказчику.
- Монолитность всех вязок в лобовых частях обмотки - отсутствие подвижки при воздействии рукой.
- Проведение высоковольтных испытаний изоляции обмоткодержательных колец статора - по нормам РАО «ЕЭС России» РД 34.45-51.300-97.
- Сопротивление изоляции обмотки статора относительно корпуса и между фаз - не менее 1000 МОмпри измерении мегаомметром на напряжение 2500 В.
- Разница омического сопротивления обмотки статора разных фаз не должна быть более 2%.
- Разница полного сопротивления по фазам (7.) не более 5%.
- Проведение высоковольтных испытаний изоляции обмотки статора (на переменном напряжений) - по нормам РАО «ЕЭС России» РД 34.45-51.300-97.
- Отсутствие коронных разрядов (допускаются точечные свечения синего цвета) при высоковольтных испытаниях статора при напряжении 10,5 кВ. Испытания должны проводиться в темное время суток (затемненной камере) при подаче напряжения на каждую фазу при заземленных других фазах.
- Проверка качества заклиновки пазов обмотки статора - отсутствие подвижек и вибраций пазовых клиньев при простукивании молотком весом 600г; звук должен быть звонким, а не глухим.